MAGNABEND를 최대한 활용하기
Magnabend Machine의 굽힘 성능을 향상시키기 위해 할 수 있는 몇 가지 방법이 있습니다.
구부리는 데 소요되는 시간을 최소화하십시오.이렇게 하면 기계가 뜨거워지는 것을 방지할 수 있습니다.코일이 뜨거워지면 저항이 증가하므로 전류가 적게 흐르므로 암페어 회전 수가 적어 자화력이 줄어듭니다.
자석 표면을 깨끗하게 유지하고 심한 버(burr)가 없도록 하십시오.버는 밀링 파일로 안전하게 제거할 수 있습니다.또한 자석 표면에 오일과 같은 윤활유가 묻지 않도록 하십시오.이로 인해 굽힘이 완료되기 전에 공작물이 뒤로 미끄러질 수 있습니다.
두께 용량:
하나 이상의 극에 에어 갭(또는 비자기 갭)이 있으면 자석이 클램핑력을 많이 잃습니다.
틈을 메우기 위해 철 스크랩 조각을 삽입하여 이 문제를 종종 극복할 수 있습니다.이는 두꺼운 재료를 구부릴 때 특히 중요합니다.필러 조각은 가공물과 동일한 두께여야 하며 가공물의 종류에 관계없이 항상 강철이어야 합니다.아래 다이어그램은 이를 보여줍니다.
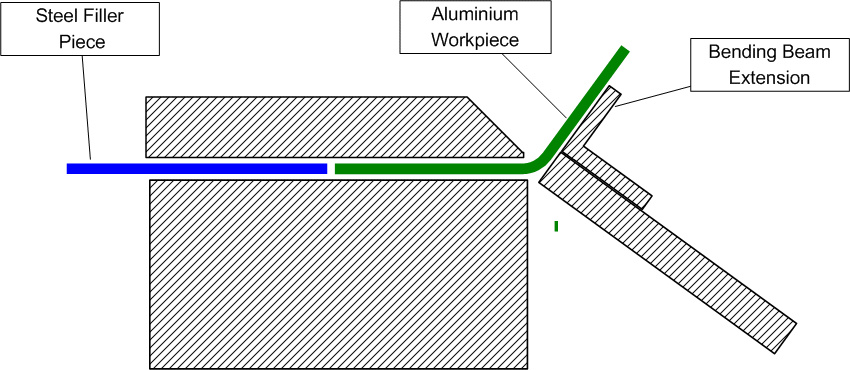
기계가 더 두꺼운 작업물을 구부리도록 하는 또 다른 방법은 더 넓은 확장 부품을 벤딩 빔에 맞추는 것입니다.이렇게 하면 공작물에 더 많은 영향을 주지만 공작물이 연장 부분과 맞물릴 만큼 충분히 넓은 립이 없으면 분명히 도움이 되지 않습니다.(이것은 위의 다이어그램에도 설명되어 있습니다).
특수 공구:
특수 툴링을 Magnabend와 통합할 수 있는 용이성은 매우 강력한 기능 중 하나입니다.
예를 들어, 공작물에 상자 모서리를 형성할 수 있도록 특수한 얇은 노즈로 가공된 클램프바가 있습니다.(얇은 노즈는 클램핑력과 기계적 강도의 일부 손실을 초래하므로 더 가벼운 금속 게이지에만 적합할 수 있습니다.)(Magnabend 소유자는 좋은 결과를 내는 생산 품목에 대해 이와 같은 툴링을 사용했습니다).

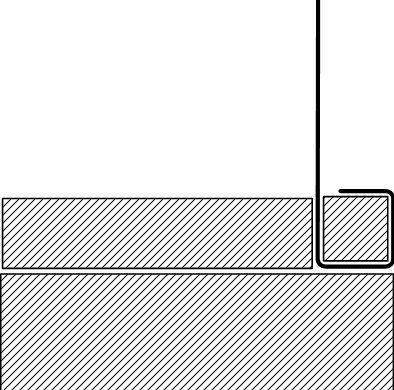
이 상자 가장자리 모양은 기본 강철 섹션을 결합하여 왼쪽에 표시된 대로 툴링을 만들면 특수 가공된 클램프바 없이도 형성될 수 있습니다.
(이 스타일의 툴링을 만드는 것이 더 쉽지만 특수 가공된 클램프바에 비해 사용 편의성이 떨어집니다.)
특수 툴링의 또 다른 예는 Slotted Clampbar입니다.이것의 사용법은 설명서에 설명되어 있으며 여기에 설명되어 있습니다.
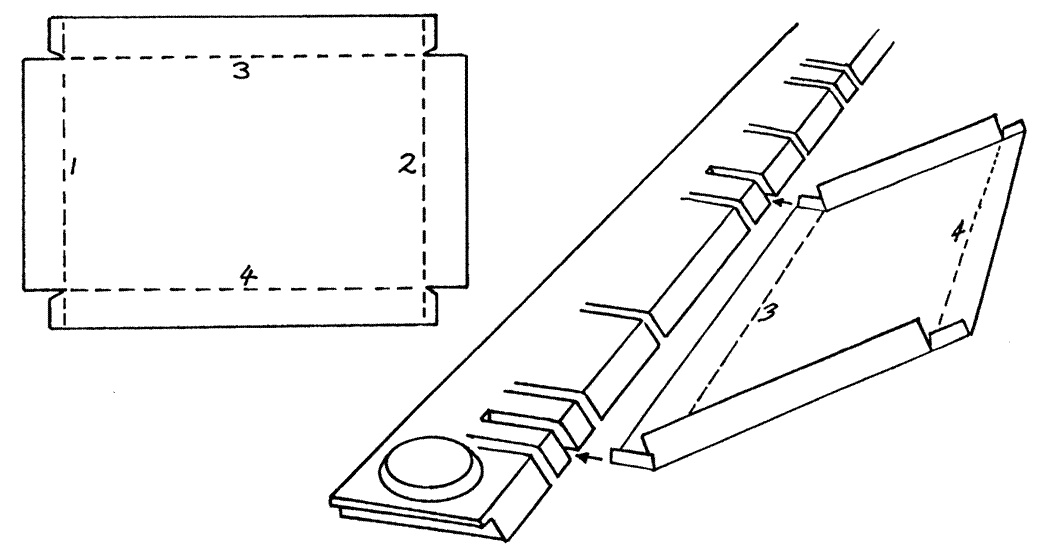

6.3mm(1/4") 두께의 버스바 조각은 특수 클램프바를 사용하여 Magnabend에서 구부려졌으며 버스바를 통해 밀링된 리베이트가 있습니다.
구부리는 구리 모선을 위한 Rebated Clampbar.
특수 툴링에는 무수히 많은 가능성이 있습니다.
다음은 일종의 아이디어를 제공하는 몇 가지 스케치입니다.
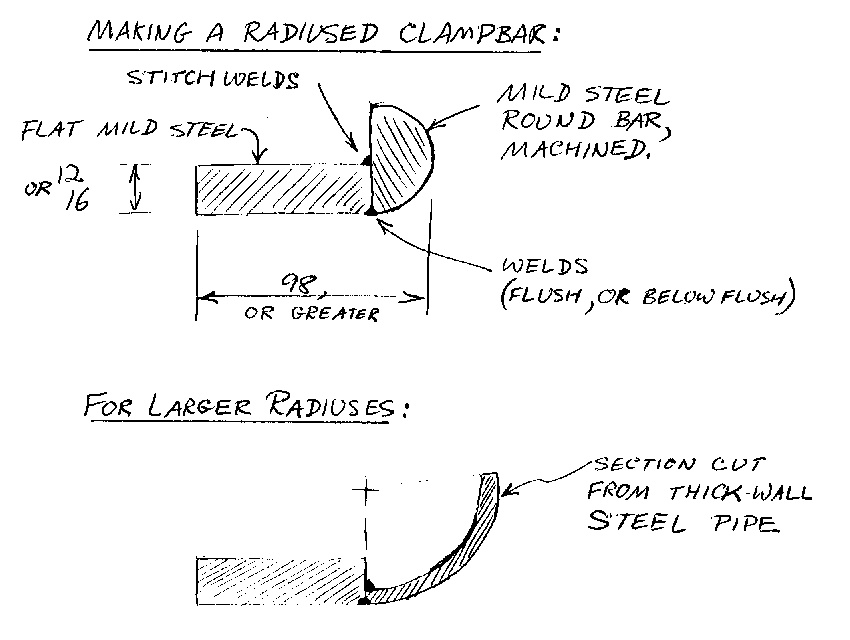
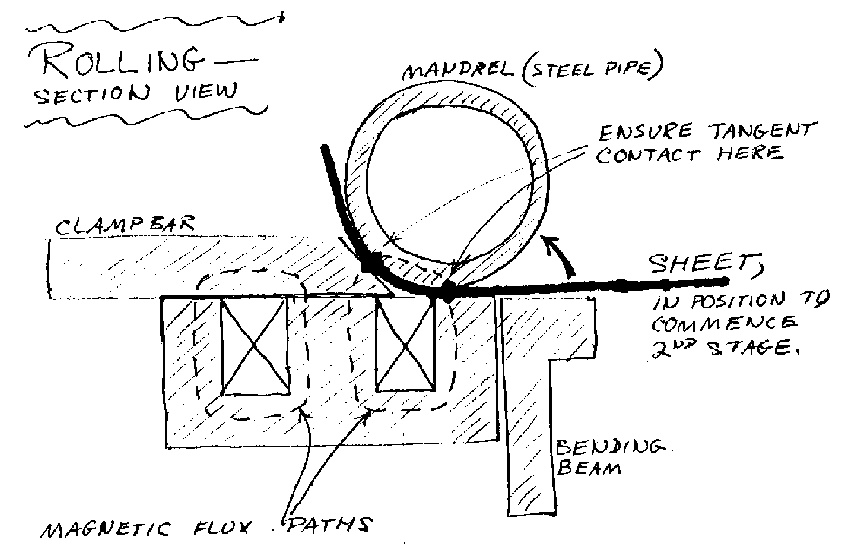
부착되지 않은 파이프를 사용하여 곡선을 형성하는 경우 아래 그림의 세부 사항을 참고하십시오.점선으로 표시된 자속이 상당한 에어 갭을 가로지르지 않고 파이프 섹션으로 통과할 수 있는 방식으로 부품을 배열하는 것이 가장 중요합니다.