마그나벤드 센터리스 힌지
많은 요청에 따라 이제 Magnabend 센터리스 힌지의 자세한 도면을 이 웹사이트에 추가하고 있습니다.
그러나 이 경첩은 일회용 기계로 만들기에는 너무 어렵습니다.
힌지의 주요 부분은 정확한 주조(예: 매몰 공정) 또는 NC 방식의 기계가공이 필요합니다.
취미 생활자는 이 경첩을 만들려고 해서는 안 됩니다.
그러나 제조업체는 이러한 도면이 매우 유용할 수 있습니다.
(만드는 것이 덜 어려운 힌지의 다른 스타일은 PANTOGRAPH STYLE입니다. 이 섹션과 이 비디오를 참조하십시오).
Magnabend CENTRELESS COMPOUND HINGE는 Geoff Fenton이 발명했으며 많은 국가에서 특허를 받았습니다.(특허는 이제 만료되었습니다).
이 경첩의 디자인은 Magnabend 기계가 완전히 개방형이 되도록 합니다.
벤딩 빔은 일반적으로 기계의 작업 표면보다 약간 위에 있는 가상 축을 중심으로 회전하며 빔은 완전히 180도 회전할 수 있습니다.
아래 그림과 이미지에는 단일 힌지 어셈블리만 표시됩니다.그러나 힌지 축을 정의하려면 최소 2개의 힌지 어셈블리를 설치해야 합니다.
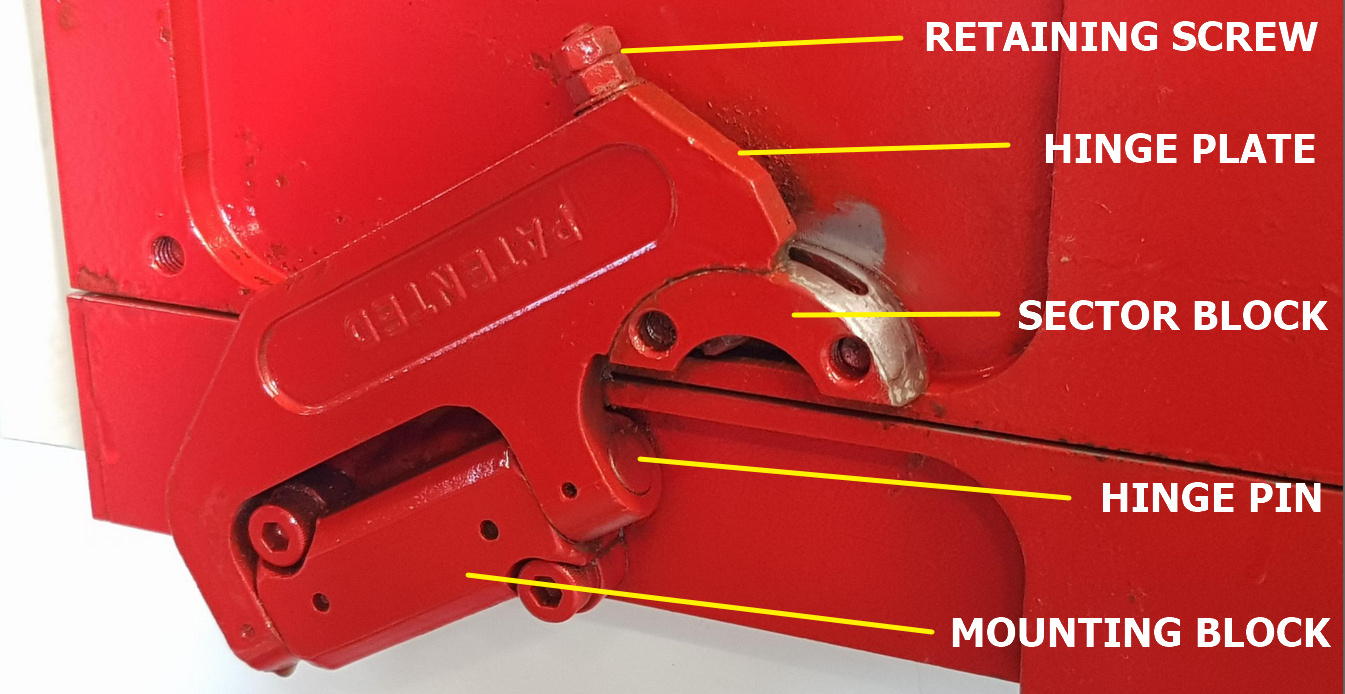
힌지 어셈블리 및 부품 식별(180도 굽힘 빔):
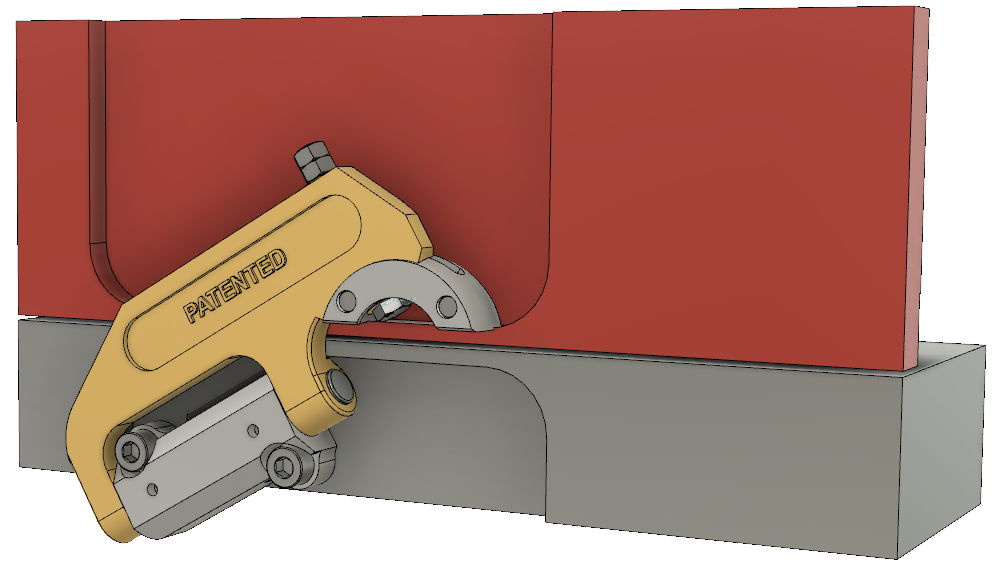
약 90도 위치에서 벤딩 빔이 있는 힌지:

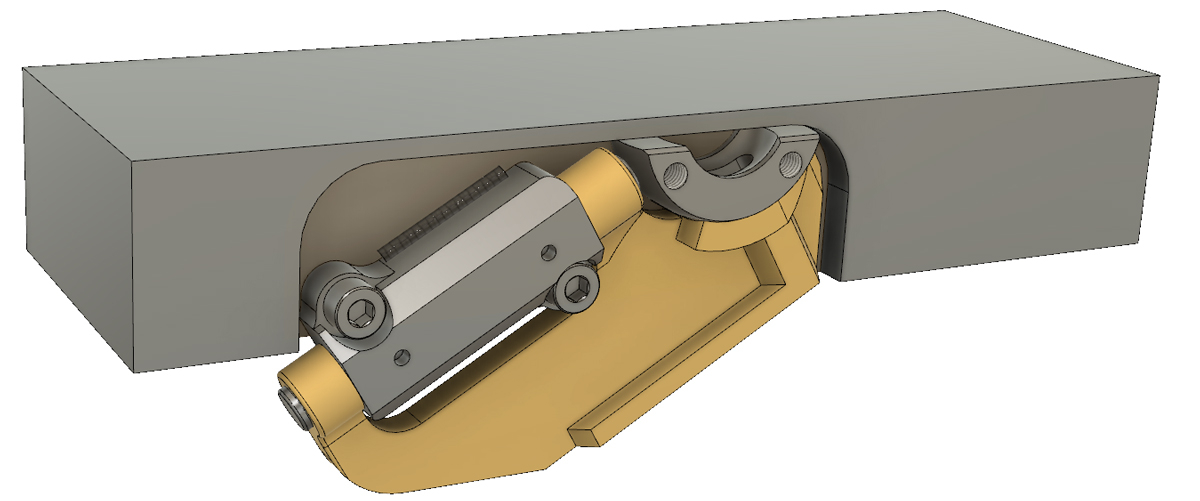
장착된 힌지 어셈블리 -3D 모델:
아래 다이어그램은 힌지의 3D 모델에서 가져온 것입니다.
다음 "STEP" 파일을 클릭하면 Mounted Hinge Model.step 3D 모델을 볼 수 있습니다.
(다음 앱은 .step 파일을 엽니다: AutoCAD, Solidworks, Fusion360, IronCAD 또는 해당 앱의 "뷰어"에서).
3D 모델을 연 상태에서 부품을 어떤 각도에서 보거나 확대/축소하여 세부 사항을 보거나 일부 부품을 사라지게 하여 다른 부품을 더 명확하게 볼 수 있습니다.모든 부품을 측정할 수도 있습니다.
힌지 어셈블리 장착 치수:
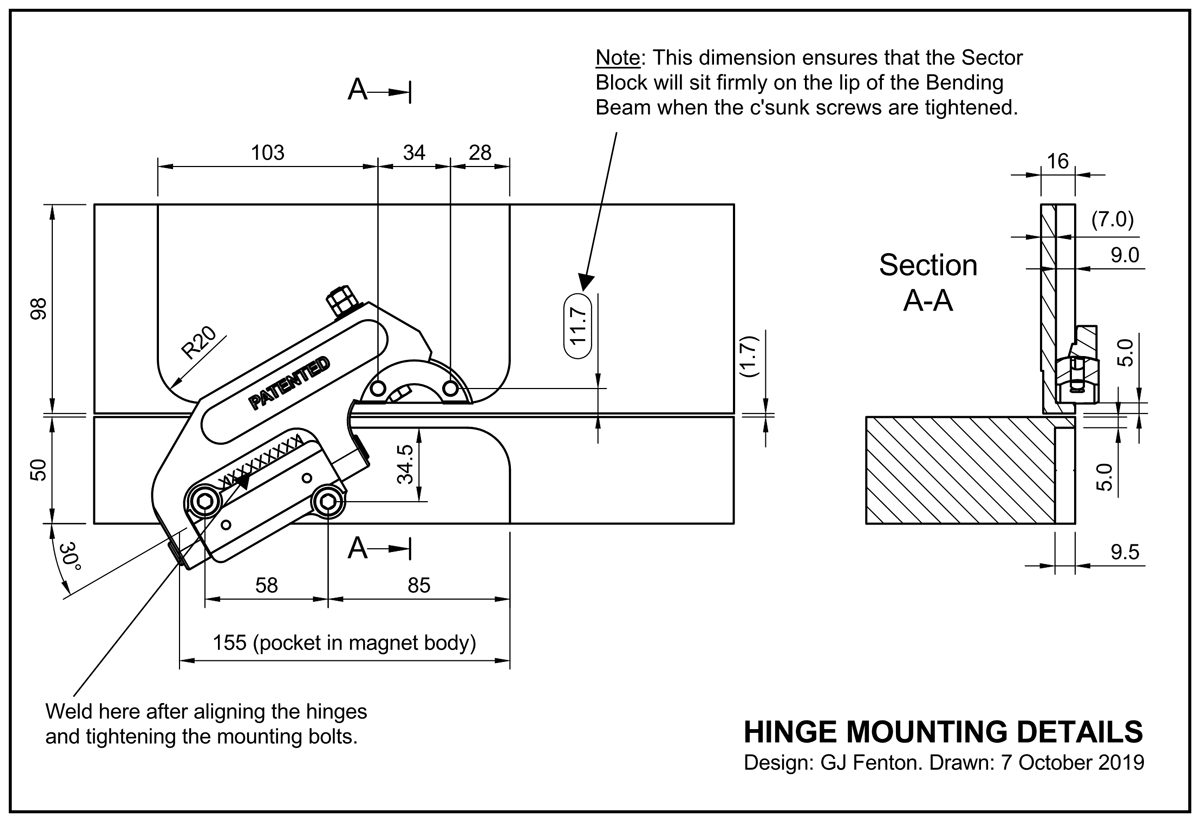
힌지 어셈블리:
도면을 클릭하시면 확대하여 보실 수 있습니다.PDF 파일을 보려면 여기를 클릭하십시오: 힌지 어셈블리.PDF
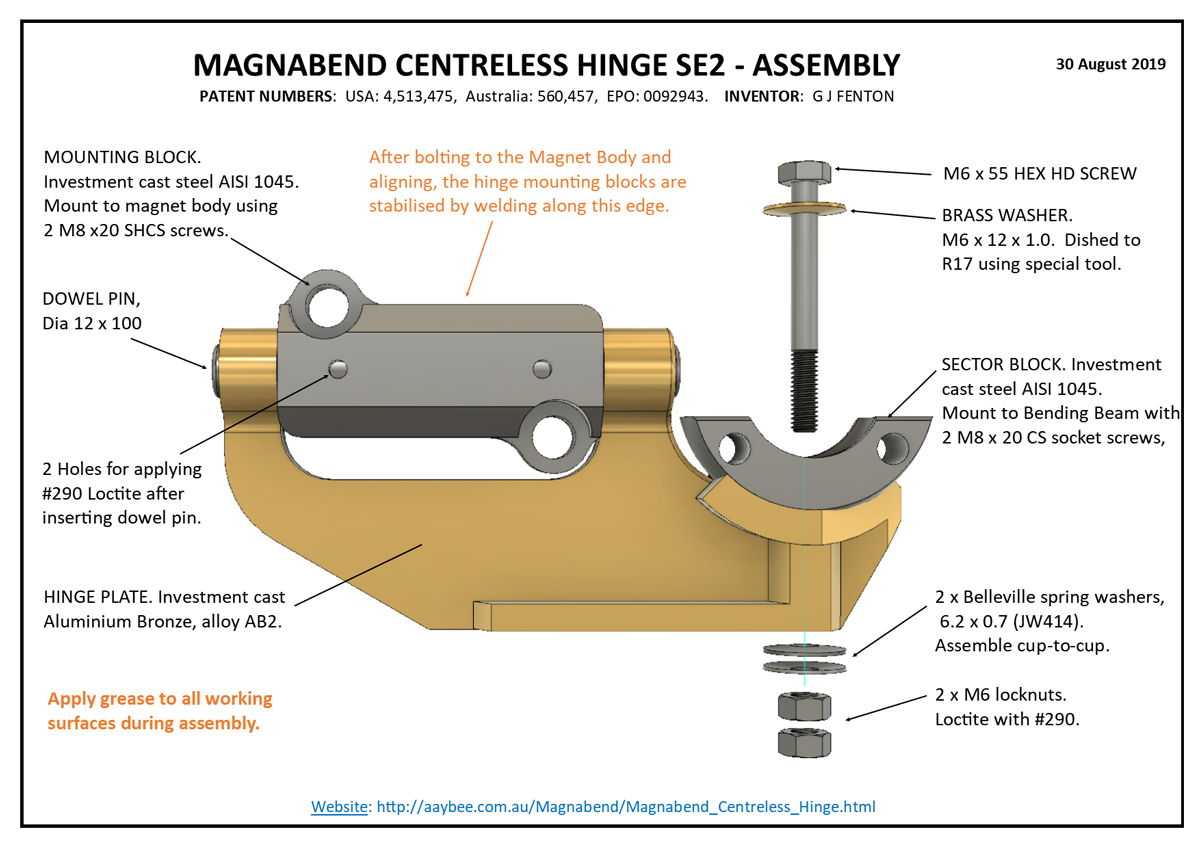
상세한 그림:
아래에 포함된 3D 모델 파일(STEP 파일)은 3D 프린팅 또는 CAM(Computer Aided Manufacturing)에 사용할 수 있습니다.
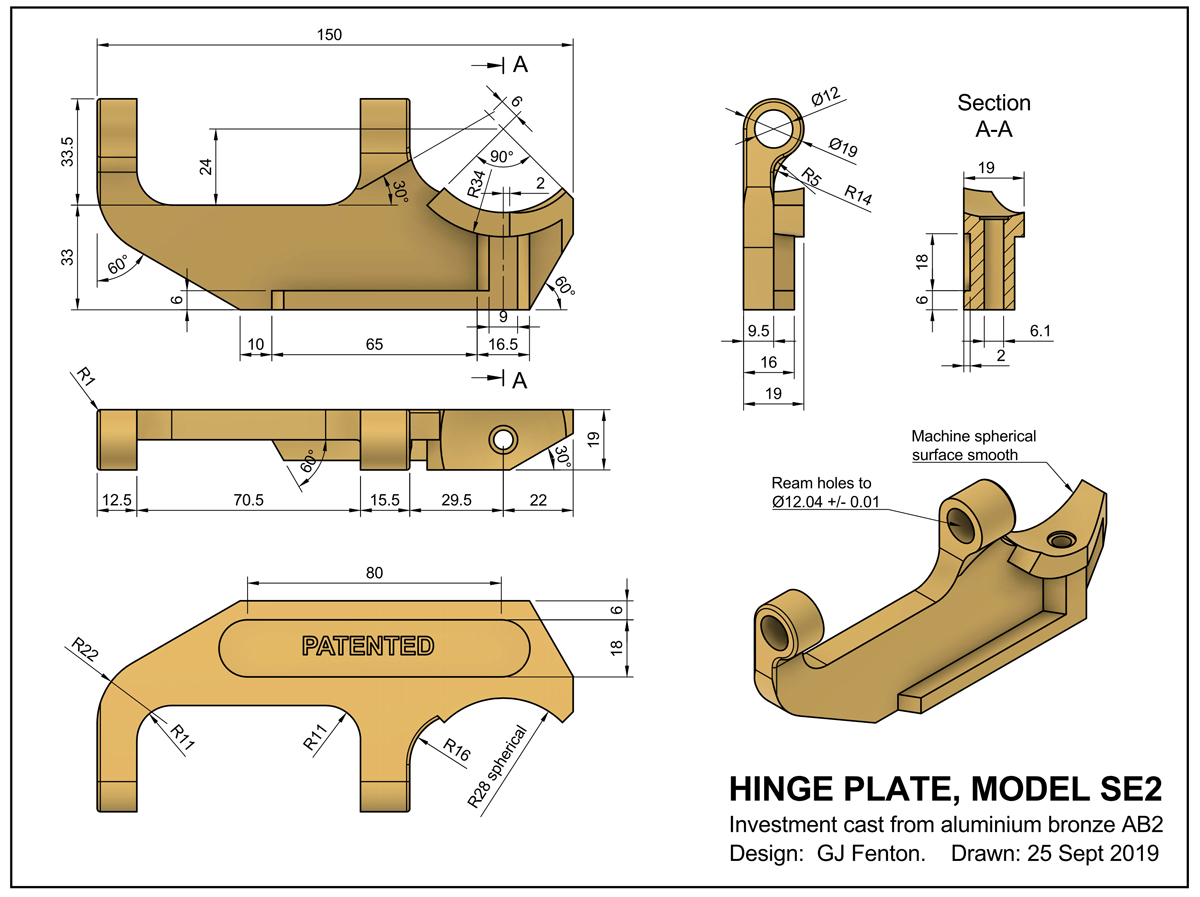
1. 힌지 플레이트:
도면을 클릭하시면 확대하여 보실 수 있습니다.PDF 파일을 보려면 여기를 클릭하십시오: Hinge Plate.PDF.3D 모델: 힌지 Plate.step
2. 마운팅 블록:
확대하려면 도면을 클릭하십시오.PDF 파일을 보려면 여기를 클릭하십시오: Mounting_Block-welded.PDF, 3D 모델: MountingBlock.step
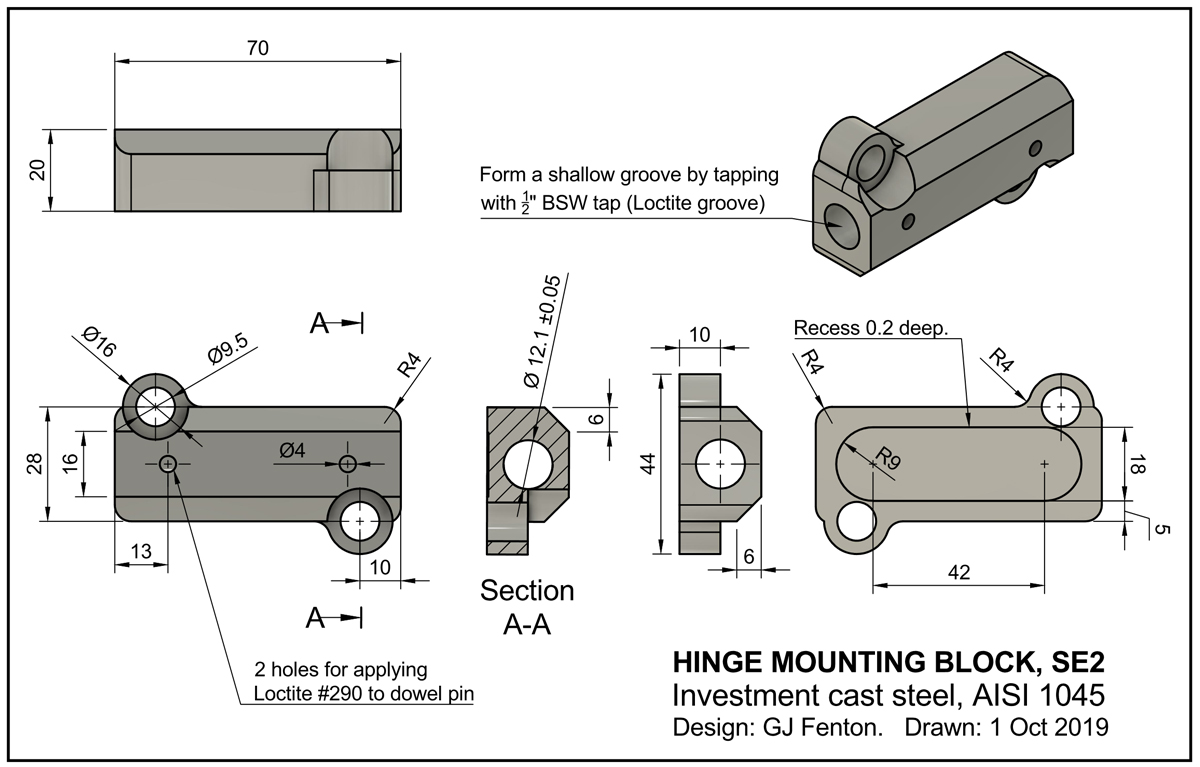
마운팅 블록 재료는 AISI-1045입니다.이 고탄소강은 높은 강도와 힌지 핀 구멍 주변의 스웨이징에 대한 저항으로 선택됩니다.
이 힌지 장착 블록은 최종 정렬 후 자석 본체에 용접하여 안정화되도록 설계되었습니다.
또한 힌지 핀용 구멍 내의 얕은 나사산 사양에 유의하십시오.이 나사산은 힌지 조립 시 적용되는 록타이트 심지용 채널을 제공합니다.(힌지 핀은 잘 잠기지 않으면 잘 풀리는 경향이 있습니다.)
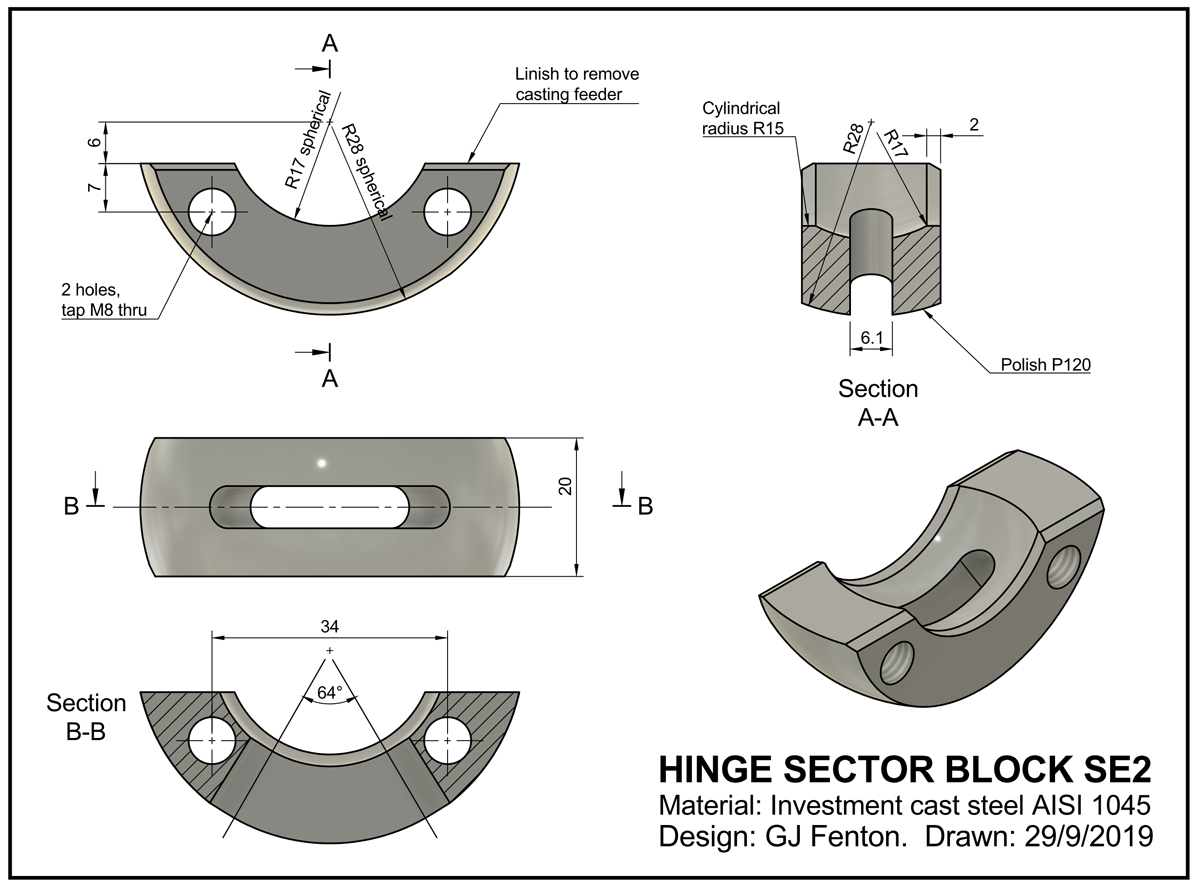
3. 섹터 블록:
도면을 클릭하시면 확대하여 보실 수 있습니다.PDF 파일을 보려면 여기를 클릭하십시오: Sector Block.PDF, 3D Cad 파일: SectorBlock.step
4. 힌지 핀:
경화 및 연마된 정밀 강철 맞춤 핀.

직경 12.0mm
길이: 100mm
볼트로 고정된 경첩
위의 도면과 모델에서 힌지 어셈블리는 (섹터 블록의 나사를 통해) 벤딩 빔에 볼트로 고정되지만 자석 본체에 대한 부착은 볼트 및 용접에 의존합니다.
힌지 어셈블리는 용접이 필요하지 않은 경우 제조 및 설치가 더 편리합니다.
힌지를 개발하는 동안 우리는 높은 국부 하중이 가해질 때 장착 블록이 미끄러지지 않도록 하기 위해 볼트만으로는 충분한 마찰을 얻을 수 없다는 것을 발견했습니다.
정보:볼트 자체가 대형 구멍에 있기 때문에 볼트 자체가 마운팅 블록의 미끄러짐을 방지하지 못합니다.조정 및 위치의 작은 부정확성을 제공하기 위해 구멍의 여유 공간이 필요합니다.
그러나 우리는 생산 라인용으로 설계된 다양한 특수 Magnabend 기계를 위해 완전히 볼트로 고정된 힌지를 공급했습니다.
이러한 기계의 경우 경첩 하중은 적당하고 잘 정의되어 있어 볼트로 고정된 경첩이 잘 작동했습니다.
아래 다이어그램에서 마운팅 블록(파란색)은 4개의 M8 볼트를 수용하도록 설계되었습니다(2개의 M8 볼트와 용접이 아닌).
이것은 생산 라인 Magnabend 기계에 사용된 설계였습니다.
(주로 1990년대에 다양한 길이의 특수 기계 약 400대를 만들었습니다).
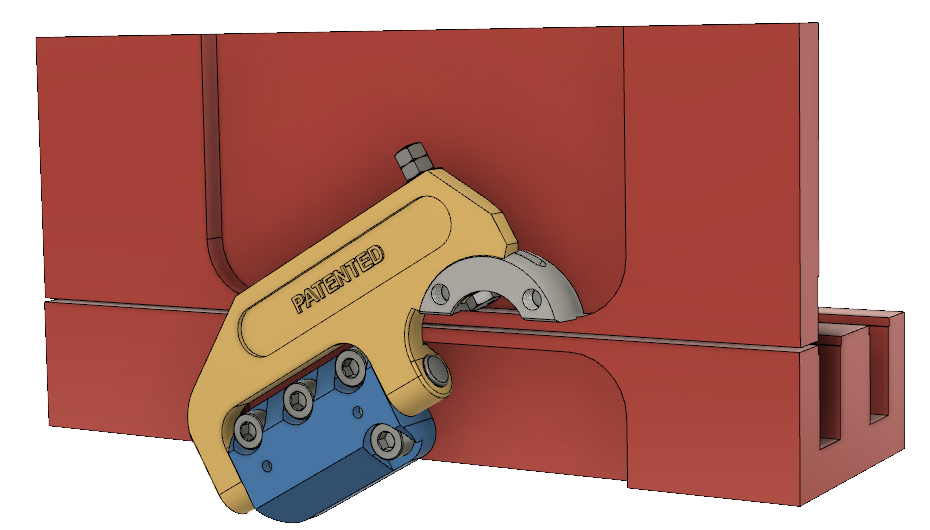
상단의 M8 볼트 2개는 힌지 포켓 아래 영역에서 두께가 7.5mm에 불과한 자석 본체의 전면 극에 탭핑됩니다.
따라서 이 나사의 길이는 16mm(마운팅 블록의 경우 9mm, 자석 본체의 경우 7mm)를 초과해서는 안 됩니다.
나사가 더 길면 Magnabend 코일에 영향을 미치고 더 짧으면 나사 길이가 충분하지 않아 나사를 권장 장력(39Nm)으로 조일 때 나사가 벗겨질 수 있습니다.
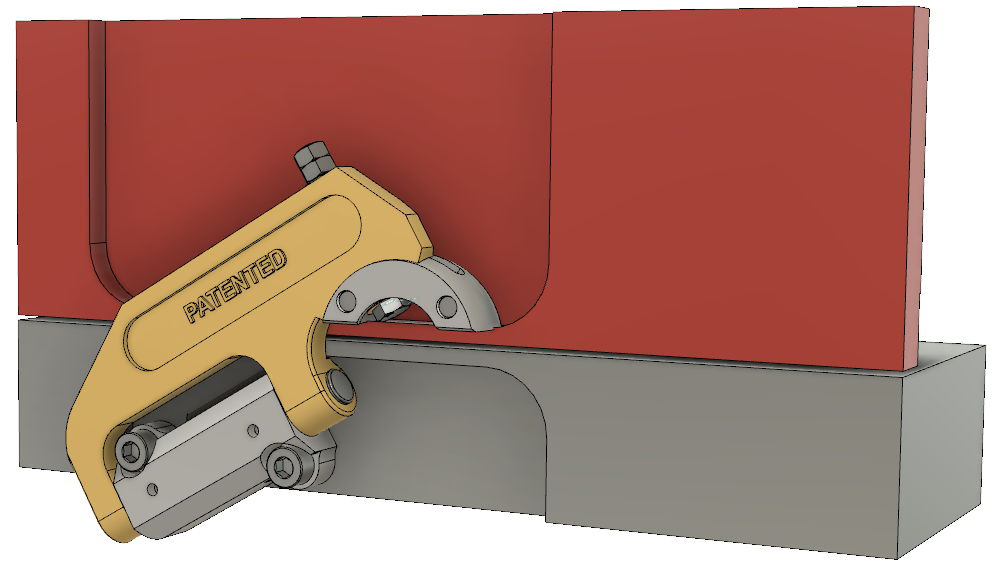
M10 볼트용 마운팅 블록:
M10 볼트를 수용할 수 있도록 마운팅 블록 구멍이 확장된 몇 가지 테스트를 수행했습니다.이 더 큰 볼트는 더 높은 장력(77 Nm)으로 토크를 가할 수 있으며 장착 블록 아래에 Loctite #680을 사용하는 것과 결합하여 표준 Magnabend 기계(굽힘 정격 최대 1.6mm 강철).
그러나 이 디자인은 약간의 개선과 더 많은 테스트가 필요합니다.
아래 다이어그램은 3 x M10 볼트를 사용하여 자석 본체에 장착된 힌지를 보여줍니다.
완전히 볼트로 고정된 힌지에 대한 자세한 내용을 원하는 제조업체가 있으면 저에게 연락하십시오.